PCP Estrutura de Trabalho ou Framework
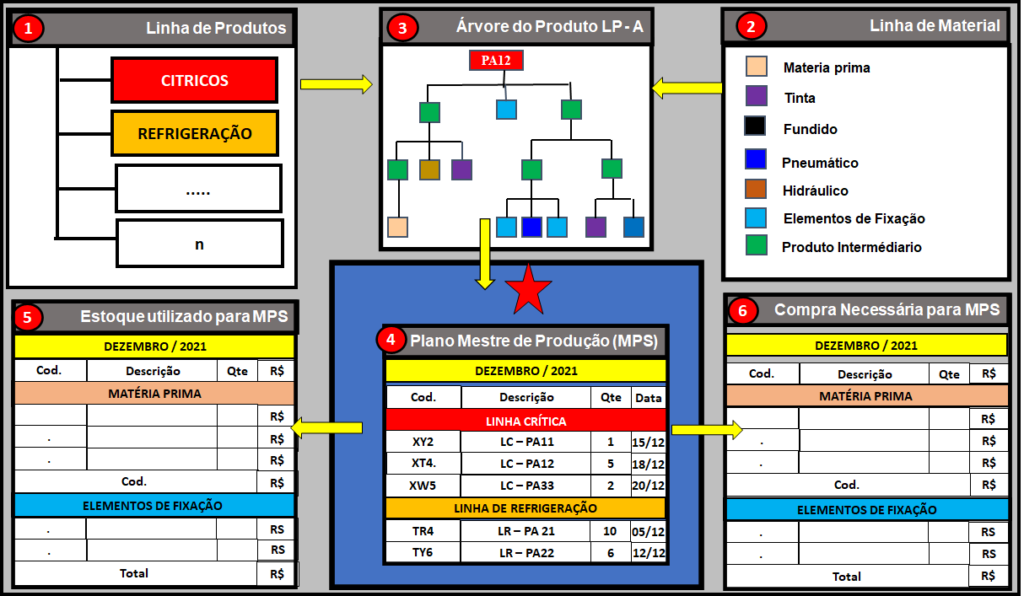
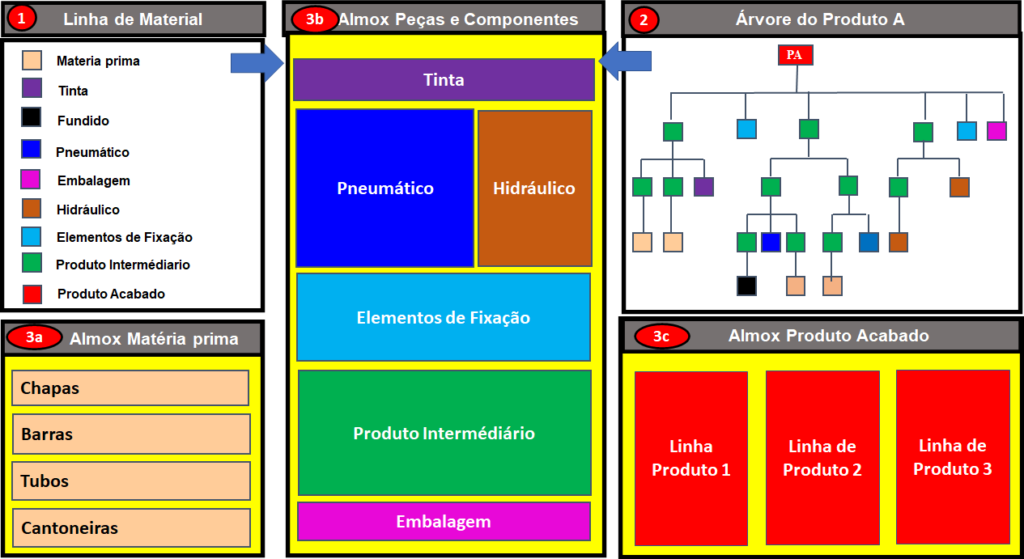
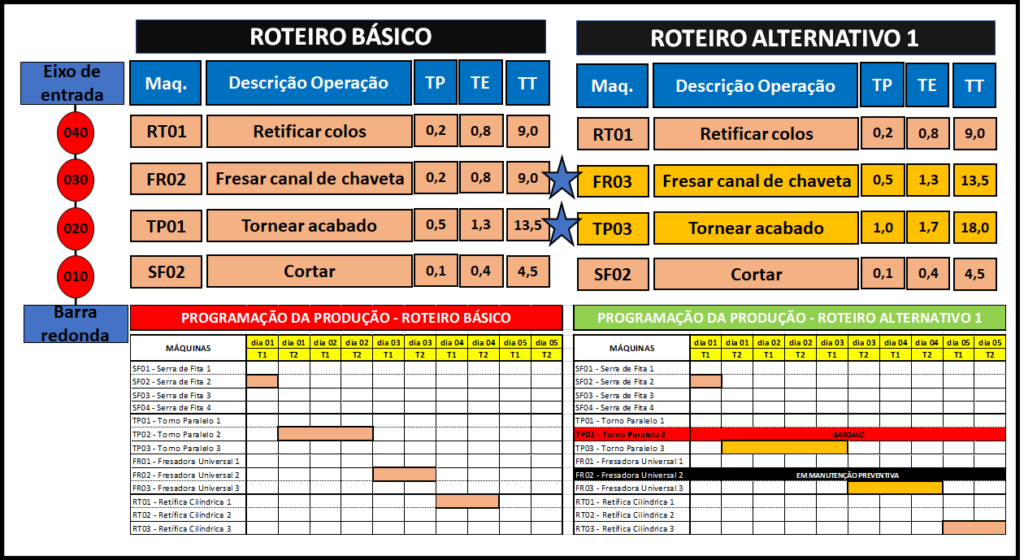
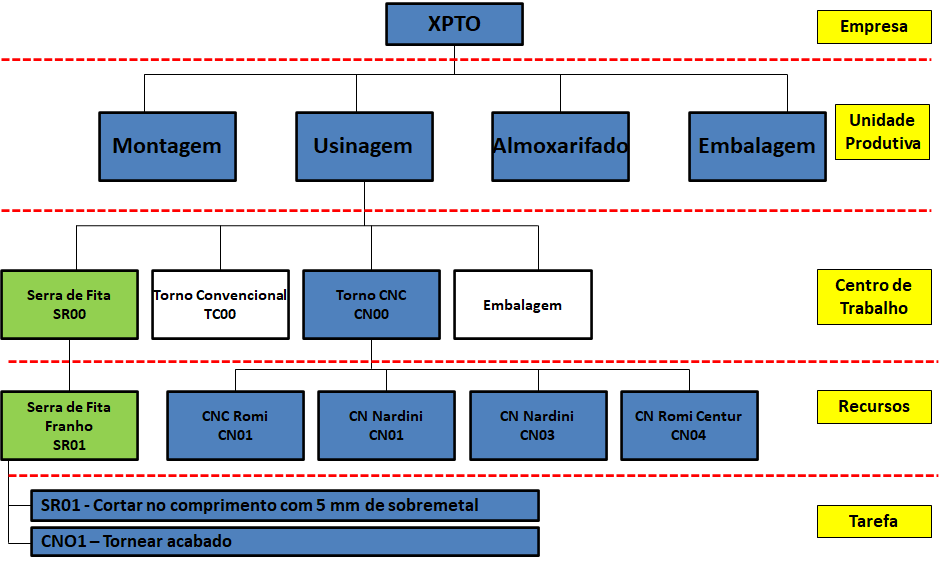
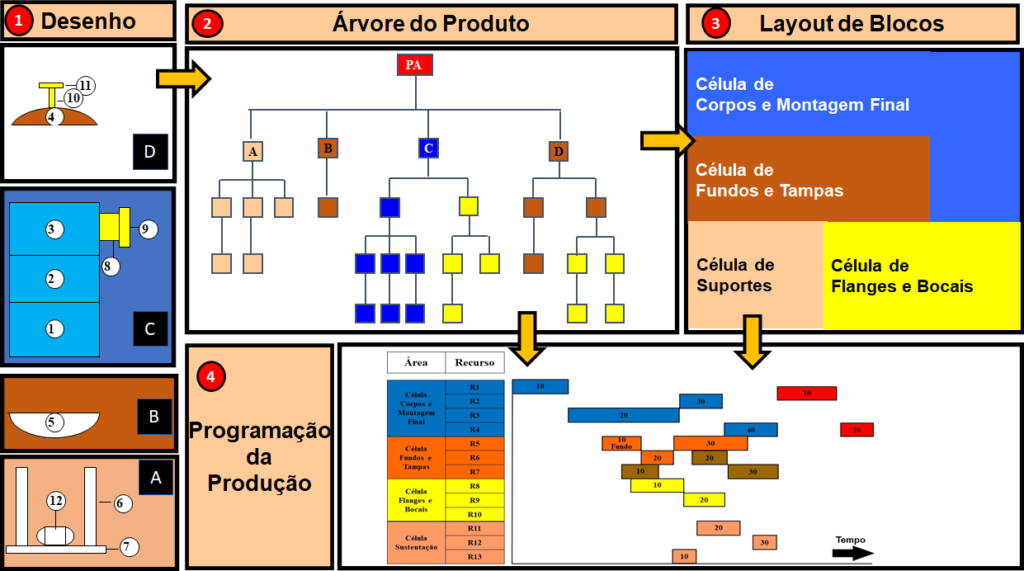
Considere a estrutura de trabalho (framework) para projetos de Planejamento e Controle da Produção (PCP). Se você é diretor de operações, gerente industrial, gerente de PCP ou consultor de empresas, considere a estrutura de trabalho abaixo para implementar e implantar uma solução de PCP completa. A estrutura de trabalho resume numa única figura os pontos centrais e balizadores da solução, proposta e apresentação. As cores, tamanho, forma, cores e sequências dizem muito a respeito do que se pretende comunicar. Requer tempo para sua construção, mas resultado da apresentação é efetivo. Por ser feito através de imagem, entendimento e assimilação da mensagem é facilmente a obtido. Com o passar do tempo, fruto de muitos projetos, desenvolvi esta estrutura que é utilizada nos nossos projetos de consultoria em Planejamento e Cobtrole da Produção (PCP) e que está ligado com Planejamento da Produção Hierárquico (HPP), Termo de Abertura do Projeto (TAP), Estrutura Analítica do Projeto (EAP), cronograma, entre outros. Josadak Marçola
PCP Estrutura de Trabalho ou Framework Read More »