Programação e Carga-Máquina (CRP) considerando Linhas de Produtos e Áreas Fabris
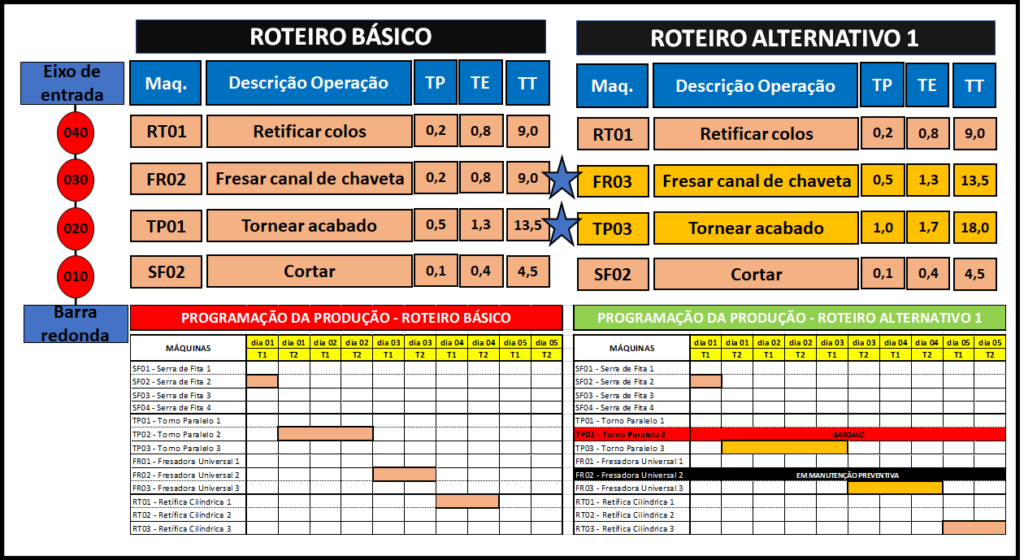
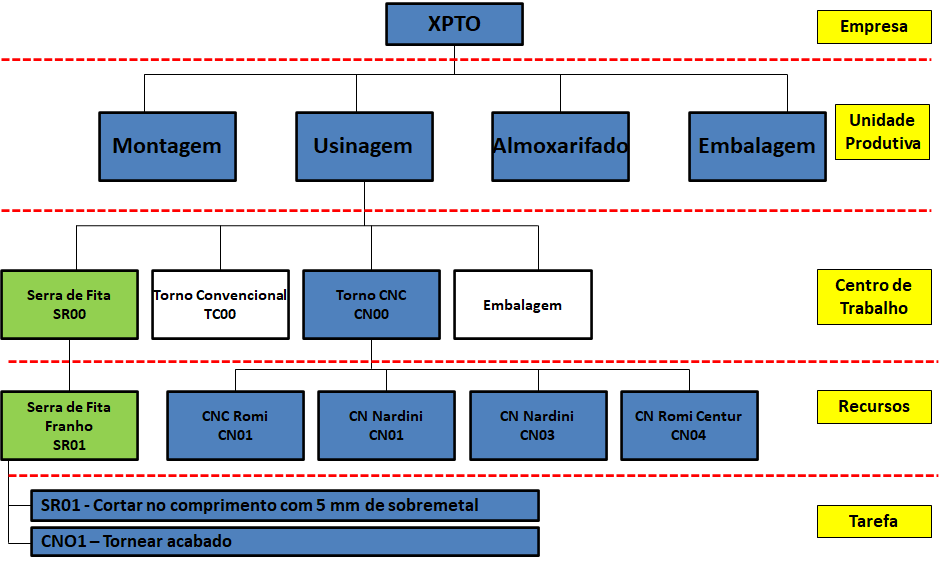
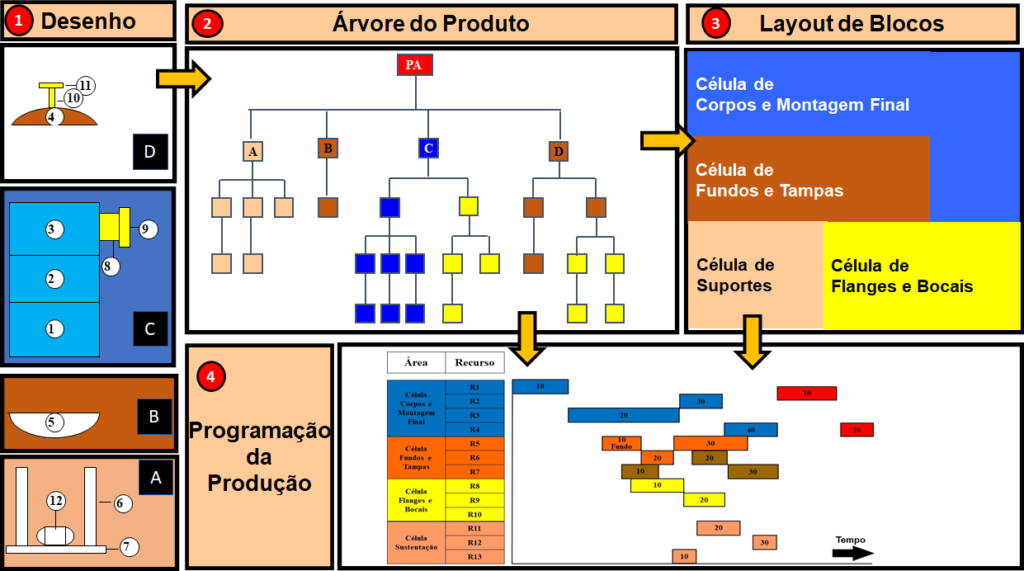
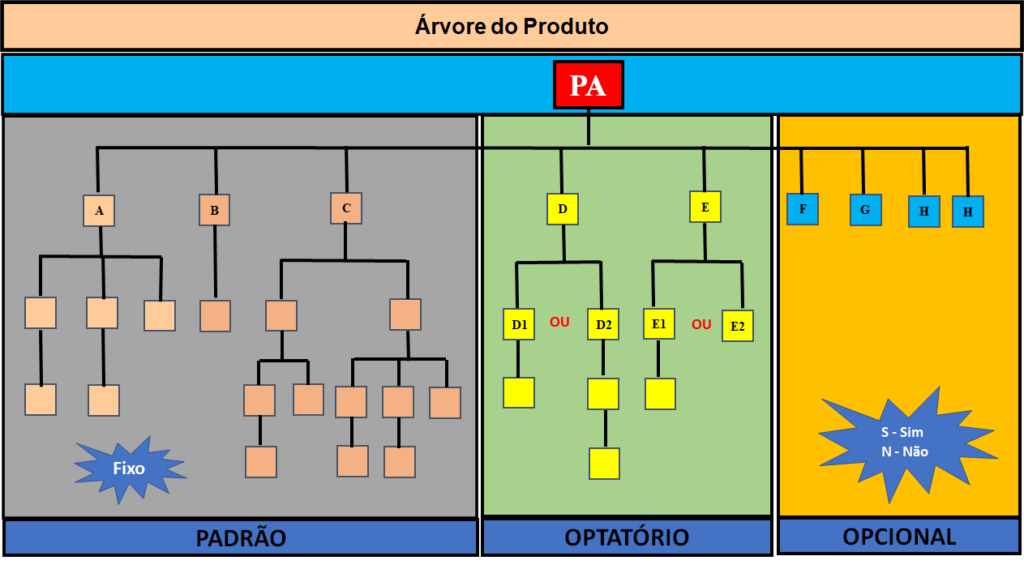
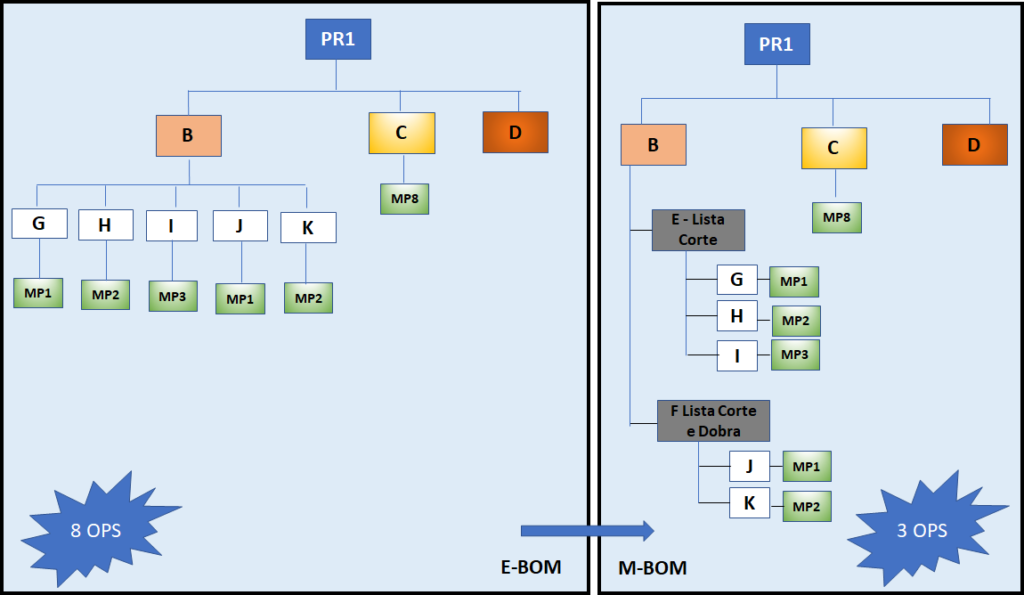
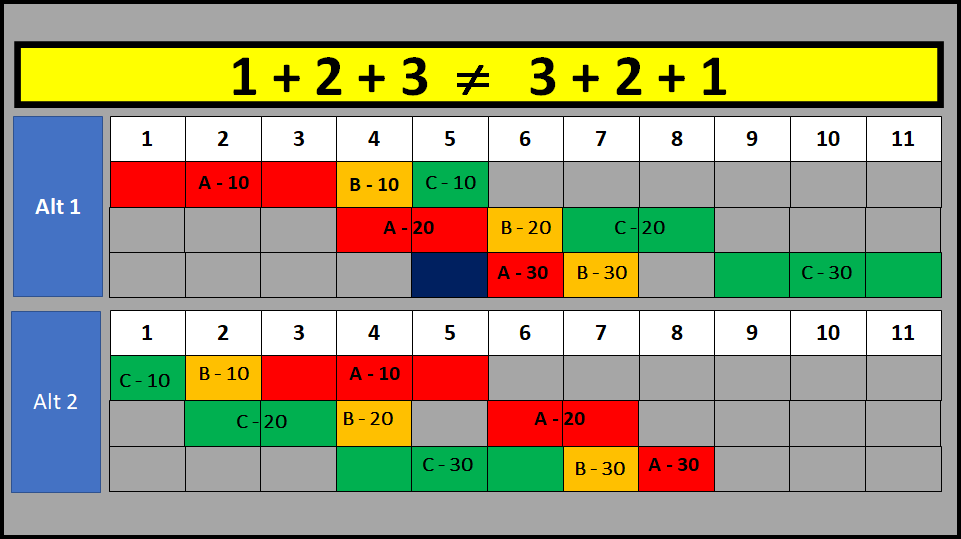
O processo de #planejamentodacapacidade têm 3 planos: Planejamento das Necessidades de Recursos (RRP) Planejamento Bruto da Capacidade (RCCP) Planejamento dos Recursos de Capacidade – #Carga-Máquina (CRP) Trabalhando dentro do conceito de planejamento da produção hierárquico (HPP – Hierarchical Production Planning), tem-se: #RRP, tratando de empresa e relacionado com Plano Agregado de Produção #RCCP, abordando áreas fabris e interagindo com Plano Mestre de Produção (MPS) #CRP, detalhando recursos produtivos e máquinas, e sendo obtido após programação da produção considerando capacidade finita. Palavras-chave para funcionamento adequado do sistema de PCP: integração dos planos de materiais e capacidade, além de coerência vertical e horizontal entre os planos e programas, com agregação e desagregação dos planos e programas de cima para baixo (top down) e debaixo para cima (bottom up) Além disso, considerar a taxionomia dos produtos (linha de produtos / produtos) e hierarquia dos recursos produtivos (empresas / áreas fabris / células / máquinas), auxilia grandemente os processos de planejamento e controle da produção. Veja os passos de 1 a 5 na figura abaixo, mostrando através das cores, exemplo de relacionamento entre estruturação, planos e programas de capacidade. Foque usinagem. As cores – da matriz produtos x áreas fabris, seguem desde RRP, passando por RCPP, programação da produção e CRP. Josadak Marçola
Programação e Carga-Máquina (CRP) considerando Linhas de Produtos e Áreas Fabris Read More »